zerbrach.
Nach
dem
erneuten
Trocknen
des
gesamten
Modells
musste
ein
zuvor
vorbereitetes
Eisengestell
um
das
Modell
gelegt
und
befestigt
werden.
Dieses
war
unbedingt
notwendig,
da
während
des
Transportes
zur
Gießkuhle
Beschädigungen
der
Gussform
vermieden
werden
mussten.
Nachdem
alle
Sicherheitsvorkehrungen
getroffen
waren,
wurde
das
Modell
noch
einmal
erhitzt,
damit
Wachs
und
Talk abfließen konnten.
Bevor
der
eigentliche
Gießvorgang
erfolgen
konnte,
entfernte
man
vorsichtig
die
Tauwicklung
nebst
hölzernem
Spill.
Danach
wurden
sehr
vorsichtig
die
inneren
Lehmformen
entfernt.
Somit
entstand
ein
Hohlkörper,
der
die
äußere
Form
des
fertigen
Rohres
darstellte.
Die
Gussform
wurde
nun
durch
Langsames
und
Sorgfältiges
erhitzen
gründlich
getrocknet.
Die
zuvor
eingebrachten
hölzernen
Schildzapfen wurden entfernt, sodass auch hier ein Hohlraum entstand.
Die
Gussform
der
Bodenstücke
wurde
gesondert,
aber
in
gleicher
Vorgehensweise
gefertigt.
Lehmschichten
wurden
auch
hier
eingesetzt.
Zum
Abschluss
bildeten
eiserne
Schutzgestelle
um
die
Gussformen die Grundlage für den Transport zur Gießkuhle.
Hatte
man
alle
für
die
Produktion
vorgesehenen
Gussformen
fertiggestellt,
wurde
die
Gießkuhle
vorbereitet.
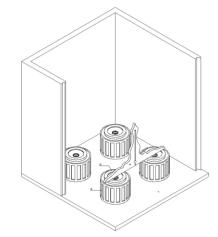
Die
Gussformen
der
Bodenstücke
wurden
im
richtigen
Abstand
zueinander
in
die
Gießkuhle
eingebracht
und
exakt
ausgerichtet.
Hierbei
war
es
wichtig,
dass
die
Gussformen
nicht
zu
eng
beieinanderstanden.
Die
Wärme,
die
beim
Bronzeguss
in
die
Gussform
eingebracht
wurde,
sollte
kontrolliert an die noch herzustellende Umgebung abgegeben werden.
Die
Freiräume
zwischen
den
Gussformen
der
Bodenstücke
füllte
man
mit
trockenem
Sand
auf,
der
sorgsam
verdichtet
wurde.
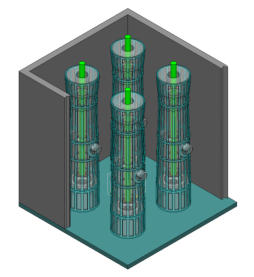
Die
darauf
folgende
Arbeit
erforderte
großes
Können.
Die
Gussformen
der
Oberteile
mussten
exakt
lotrecht
auf
die
bereits
in
der
Gießkuhle
stehenden
Gussformen
der
Bodenstücke gesetzt werden.
Eines
der
größten
Probleme
im
17.
Jahrhundert
war
die
Herstellung
der
Seele
während
des
Gießvorgangs.
Sie
hatte
großen
Einfluss
auf
die
spätere
Eignung
eines
Geschützes.
Schon
geringfügige
Abweichungen
bzw.
Ungenauigkeiten
konnten
ein
Rohr
unbrauchbar
werden
lassen.
Da
es
noch
keine
Möglichkeit
gab,
die
Seele
später,
also
nach
dem
Guss
horizontal
oder
vertikal
zu
bohren
oder
gar
auszudrehen,
war
man
gezwungen,
sie
schon
während
des
Gießens
herzustellen.
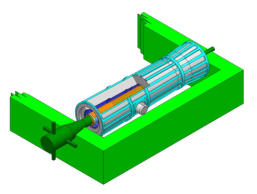
Zu
diesem
Zweck
wurden
während
der
Abarbeitung
eiserne,
zylindrische
Kerne
in
die
Gussformen
eingesetzt
und
wiederum
exakt
ausgerichtet.
Wann
die
eisernen
Kerne
in
die
Gussformen
eingebracht
wurden,
ist
nicht
überliefert.
Es
hätte
sich
allerdings
angeboten,
sie
nach
dem
Aufsetzen
der
Gussformen
auf
die
Stoßböden
einzubringen.
Nur
zu
diesem
Zeitpunkt
wäre
die
Möglichkeit
gegeben,
die
Abstände
der
Zylinder
zu
den
Lehmformen
genau
zu
vermessen.
Die
Fixierung
der
Zylinder
in
den
Lehmformen
hätte
dann
mittels
zweier
Ringhalterungen
erfolgen
können.
Die
unteren
Halterungen
im
Bereich
des
Stoßbodens
mussten
zwangsläufig
in
den
Rohren
verbleiben
und
könnten
eventuell
aus
Bronze
bestanden
haben.
Die
oberen
Halterungen
konnten
in
den
Einfülltrichtern
angeordnet
gewesen
sein,
um
später
mühelos
wieder
entfernt
werden
zu
können.
Waren
alle
Gussformen
auf
die
vorher
eingebrachten
Bodenstücke
gesetzt
und
ausgerichtet,
verband
man
die
unteren
mit
den
oberen
Eisengestellen,
sodass
daraus
eine
Einheit
entstand.
Erst
danach
wurden
die
verbleibenden
Freiräume
zwischen den Gussformen mit trockenem Sand aufgefüllt und wiederum sorgfältig verdichtet.
Der eigentliche Guss
In der Zwischenzeit hatte man das Rohmaterial in den Schmelzofen eingebracht und die Temperatur soweit erhöht, dass die Legierung flüssig wurde. Zum richtigen Zeitpunkt wurde dann eine sich am Ofen befindliche Öffnung freigegeben, sodass das flüssige Metall durch zuvor hergestellte Rinnen zu den Gussformen fließen konnte und deren Hohlräume füllte. Die Kunst des Gusses bestand darin, den gesamten Hohlraum mit Bronze aufzufüllen. Es durfte keine Schlacke mit in die Form gelangen. Auch Luftblasen, die beim Guss entstehen konnten, durften nicht in der Form verbleiben. Nach dem Abkühlen des Metalls, welches einige Tage in Anspruch nehmen konnte, wurde der Sand aus der Gießkuhle entfernt und die mit Bronze gefüllten Formen aus der Kuhle herausgenommen. Die Eisengestelle wurden entfernt und die nicht mehr benötigten Lehmformen mussten zerstört werden. Eine Wiederverwendung vorhandener Gussformen war nicht möglich, sodass jedes Geschützrohr ein